當我們在使用CAD軟件繪制圖紙時���,很多情況下���,我們會因為個人繪圖習慣及相關需求�,我們需要了解下軟件的系統程序。
CAD中繪圖中的自動編程系統:
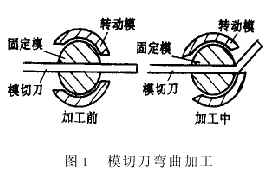
一、彎刀機工作機理
模切刀是高23 8mm、厚0 71mm的條狀單刃刀片,常見規格為長1m的直刀或100m的盤刀,其平面圖形等同于展開的加工件圖形邊界����。數控彎刀機主要由數控系統��、進給機構、旋轉機構和彎刀嘴組成����。彎刀嘴分為固定模和轉動模��。在模切刀加工過程中(如圖1所示),進給機構將刀片送進彎刀嘴固定模,固定模緊緊握住刀片,旋轉機構驅動轉動模將刀片精確地折彎,這樣反復工作,完成預定形狀。模切刀鑲嵌在母板(木質或塑質�、金屬等)上,即為模切板(如圖2所示)��。將模切板安裝在專用設備上,可以實現大開張的包裝印刷材料一次沖切成形。
二��、模切刀折角
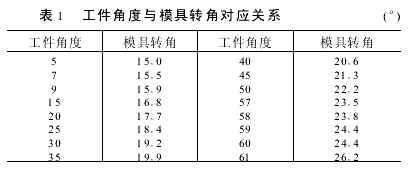
折角是模切刀折彎加工過程中的主要參數�����。轉動模旋轉的角度(以下稱模具轉角)與模切刀折角(以下稱工件角度)不是線性關系,由于模切刀材料具有一定的彈性變形,數控編程角度(模具轉角)與工件角度之間是不相等的,需要進行角度補償��。在編程之前,需要根據不同的模切刀材料做相應的試驗,得出工件角度與模具轉角之間的對應關系表1是試驗得出的一組數據。在實際計算時,根據工件角度變化范圍和試驗確定的工件角度與模具轉角之間的對應關系,利用插值法求出數控編程角。

三、系統軟件設計
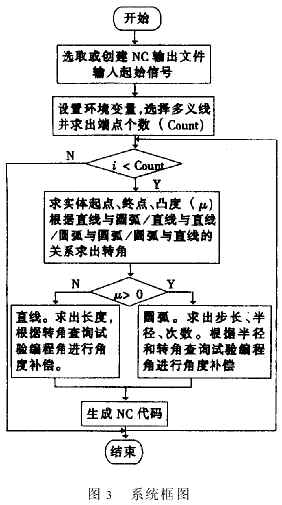
基于CAD平臺,系統設計的基本思路是:1)在CAD中繪圖,編輯成多義線。2)圖形信息提取���。3)求出端點總數,開始循環計算。4)求實體起點、終點、凸起,根據直線與圓弧����、直線與直線���、圓弧與圓弧����、圓弧與直線的關系求出轉角�����。5)根據圓弧�、直線參數的不同進行加工角度補償����。6)代碼轉換。7)程序輸出。系統框圖如圖3所示�����。
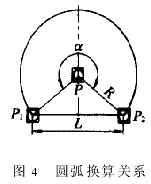
在CAD環境中,與圖形相關的幾何信息包含在實體段中,實體段由若干個組構成,組包含組代碼(實體類型)和組值(實體的大小����、長度等)��。為了保證圖形準確,避免實體出現間隙或連接錯位���、順序顛倒等現象,在CAD中繪制圖形后,使用PE命令將圖形變成一條多義線(POLYLINE)�����。CADR14以上版本的多義線實體信息如下:組碼(0 “LWPOLYLINE”)為多義線標識;組碼(10160 159100 406)為端點坐標;組碼(42 0 414214)為凸度,如果凸度等于零,則為直線;如果凸度大于零,則為圓弧。圖4所示圓弧中,圓心角α�、半徑R�、凸度μ之間的換算關系如式(1):

由于P1���、P2����、P點的坐標已知,起始角α1、終止角α2可由式(2)求出�。
α1=arctanP1y-PyP1x-Px;α2=arctanP2y-PyP2x-Px…(2)
模切刀加工過程中的角度補償是系統設計的關鍵����。系統根據凸度值自動識別圖形中的實體,然后根據直線與直線�、直線與圓弧、圓弧與圓弧��、圓弧與直線的相對關系求出工件角度���。
如果當前實體是直線,直接送進該直線段的長度,根據工件角度自動查詢表1得出模具轉角,利用插值法求出相應的編程角�����。例如,當工件角度γ大于15 0°小于等于20
0°時,其編程角計算公式為:β=16 8+0 14(γ-15 0)���。
如果當前實體是圓弧,則需考慮稍多��。彎制圓弧模切刀,實質是將圓弧看作一個多邊形的一部分(整圓為多邊形),進行彎制,如圖5所示���。
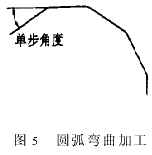
為處理方便起見,通常將整圓看作25邊形,計算出單步步長和單步角度�����。當然,邊數越多,越平滑,反之,則可能出現明顯的棱角���。
系統根據式(1)和式(2)求出圓心角α���、半徑R�����、起始角α1�、終止角α2,并根據半徑R的大小進行相應的角度補償����。例如,當模切刀加工半徑R大于5 5mm小于等于6 0mm時,根據試驗數據,利用插值法,其編程角(工件角度)為β=16 9-0 2(R-5 5);系統根據模切刀材料特性和圓弧半徑,給出圓弧默認加工步長 fStep=2R/25
0,如果有特殊要求,可以人工輸入步長進行干預���。彎制圓弧所需次數=弧長/步長。
經過上述處理,結合數控系統的編程語言,便可生成相應的NC代碼,寫入打開的NC文件�����。
四�����、應用實例
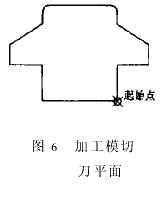
在CAD中繪制如圖6所示準備加工的模切刀平面圖形(等同于展開的加工件圖形)����。
在該圖形中,既有直線與直線相連,又有直線與圓弧相連,又有圓弧與直線相連三種情況,系統根據多義線的起點和繪制的先后順序自動確定加工起始點和加工方向��。本系統生成的部分NC代碼(FAGOR系統)如下。
010G01 91X22.000
011G01 90Y90.000
012G01 90Y0.0
013G01 91X22.000
014G01 90Y270.000
015G01 90Y0.0
016G01 91X12.500
017G01 90Y335.000
018G01 90Y0.00
19G01 91X26.000
020G01 90Y25.000
021G01 90Y0.0
022G01 91X7.500
023G01 90Y180.000
024G01 90Y0.0
025G01 91X0.320
026G01 90Y342.600
027G01 90Y0.0
028G25N25 27.19
029G01 91X0.203
030G01 90Y342.600
031G01 90Y0.0
032G01 90Y360.000
033G01 90Y0.0
034G01 91X44.000
035G01 90Y0.000























 蘇公網安備 32059002004222號
蘇公網安備 32059002004222號